เกี่ยวกับบริษัท
ผลิตภัณฑ์และเทคโนโลยี
การบริการหลังการขาย
คือหัวใจของ EDP
รอบรู้เรื่องสี
ร่วมงานกับเรา
ติดต่อเรา
ประวัติและทฤษฎีของสี EDP
ฟิลม์ของสี คือ อะไร?
ประโยชน์ของฟิลม์สี
ชั้นต่างๆของฟิลม์สี
ส่วนประกอบของสารเคลือบสี
ข้อดีของสีอีดีพี
ข้อได้เปรียบของระบบอีดีพี
เมื่อเทียบกับสีพ่น
ED Line Concept
กลับด้านบน
ประวัติและทฤษฎีของสี EDP
วิทยาการใหม่ด้านการชุบสีด้วยไฟฟ้านี้เพิ่งได้รับการคิดค้น วิจัย เพื่อนำมาใช้ในวงการอุตสาหกรรมทั่วโลกประมาณปี พ.ศ. 2509 โดยเฉพาะอุตสาหกรรมผลิตรถยนต์ ทางตอนเหนือของอเมริกา ซึ่งรถยนต์ในแถบภูมิภาคนี้ ต้องเผชิญปัญหา Corrosion อย่างหนัก เนื่องจากการใช้เกลือโรยตามถนนหนทางเพื่อละลายหิมะ ในบริเวณซึ่งมีอากาศหนาวจัด วิธีการชุบสีด้วยไฟฟ้านี้ ได้รับความนิยมเพิ่มขึ้นตลอดมาจนถึงปัจจุบันนี้ โดยอุตสาหกรรมในญี่ปุ่นกว่า 50 ประเภท จะใช้สีเคลือบชนิดนี้ ดังเช่น ตัวถังรถยนต์, อะไหล่รถ, โครงเหล็ก, เครื่องใช้ไฟฟ้าในบ้าน ตลอดจนวัสดุต่างๆ ที่ทำด้วยโลหะ ซึ่งจะมีการใช้สีนี้สูงถึง 90% เมื่อเทียบกับทางยุโรปและอเมริกา ซึ่งให้ความนิยมเพียง 60-70% เท่านั้น ส่วนในประเทศไทย ได้นำวิทยาการนี้มาใช้เมื่อปี พ.ศ. 2521 โดยบริษัทผลิตรถยนต์ของญี่ปุ่น ขบวนการใหม่นี้ได้รับการขนานนามต่างๆ กัน เช่น Electrophoresis, E-coat, Electrocoating แต่ชื่อที่นิยมกันคือElectroplating ส่วนในเมืองไทยนิยมเรียก คือ ED paint, (Electrodeposition Paint) ลักษณะดีเด่นหรือจุดประสงค์ใหญ่ของสี ED คือ ความสามารถในการป้องกันการสึกกร่อนภายใน (Inherent corrosion resistance) และความสามารถในการจับผิว Substrate ได้ทั่วทุกส่วนสม่ำเสมอ“หน้าที่ที่สำคัญของสีอีดีพี คือ ชุบเพื่อป้องกันสนิม” “ป้องกันการสึกกร่อน”
ฟิล์มของสี คืออะไร?
ฟิล์มของสี
คือ ชั้นที่เกิดจากสภาพการไหลของสารเคลือบบนผิวของวัตถุที่ต้องการเคลือบ และเกิดการแข็งตัวเป็นฟิล์มปกคลุมพื้นผิวของวัสดุนั้นในเวลาต่อมา โดยชั้นฟิล์มที่เกิดขึ้นจะมีคุณสมบัติต่างๆ ที่เป็นประโยชน์ต่อพื้นผิวของวัสดุดังรายการข้างล่าง
แมกคานิซึมการเกิดฟิล์มของสี ED
คือ เราต้องทำการอบฟิล์มสีด้วยความร้อน เพื่อให้ฟิล์มสีแข็งตัว ไม่มีน้ำหรือตัวทำละลายเหลืออยู่ในฟิล์มสี
ก่อนอบ
ขณะอบ
หลังอบ
เรซิ่นและตัวทำ
ละลายระเหย
เมื่อได้รับความร้อน
ประโยชน์ของฟิล์มสี
1.
ปกป้องรักษาวัตถุ
...
ทนทานต่อสารเคมี น้ำมัน ความชื้น กันน้ำได้ กันการเกิดสนิมและการผุกร่อน
2.
ความสวยงาม
...
สีสรร ความวาว ความเรียบ ความมันเงา ทำให้รูปภาพให้ดูมีมิติเป็นต้น
3.
หน้าที่อื่นๆ
...
ช่วยปรับการนำความร้อนและไฟฟ้า
,
สามารถฆ่าชื้อโรค
,
สามารถดูดซับคลื่นเสียงและคลื่นต่างๆได้ สะท้อนรังสีได้
ชั้นต่างๆของฟิล์มสี
Top coat
Base coat
E-coat
Phosphate layer
Zinc coating
Carbon Steel
Typical
coating system for automotive applications
ส่วนประกอบของสารเคลือบสี
RESIN (เรซิน) :
กาวที่สังเคราะห์ขึ้นมา ทำหน้าที่ยึดเกาะผิวชิ้นงานและ
Pigment
Pigment (เม็ดสี) :
แม่สี
Acid (กรด) :
ตัวทำละลายให้
pigment
กับ
Resin
สามารถละลายน้ำได้
Solvent (ตัวทำละลาย) :
สารปรุงแต่งเฉพาะตามสมบัติบางประการที่ต้องการ
DIW (น้ำดีไอ) :
น้ำบริสุทธิ์ที่ไม่มีประจุบวกและประจุลบเลย หรือมีก็น้อยมาก
Additive (สารปรุงแต่ง) :
สารเคมีที่ใส่เข้าไปเพื่อปรุงแต่งสี
ข้อดีของสีอีดีพี EDP
เศรษฐศาสตร์
•
สามารถควบคุมการทำงานได้โดยอัตโนมัติ
•
มีประสิทธิภาพในการใช้งานมากกว่า 95% (โดยสูญเสียสี ส่วนเกินน้อยมาก)
คุณสมบัติของสี
•
มีคุณสมบัติในการกันสนิมที่ดีมาก
คุณสมบัติในการใช้งาน
•
สามารถเคลือบสีบนชิ้นงานที่มีรูปร่างได้อย่างสม่ำเสมอ
•
สามารถควบคุมความหนาฟิล์มได้ง่าย
•
ไม่เกิดปัญหาในการฟุ้งกระจายของละอองสี เพราะทำงาน ในระบบปิด
ความปลอดภัย
•
เป็นสีที่ละลายในน้ำและไม่เป็นอันตรายต่อสิ่งแวดล้อม รวมทั้งไม่ไวไฟ
ข้อได้เปรียบของระบบ EDP เมื่อเทียบกับการพ่นสี
•
ความคุ้มค่าในการใช้วัตถุดิบสี
ความคุ้มค่าในการใช้วัตถุดิบสีมากขึ้น หรือความสิ้นเปลืองในการใช้สีลดลง เนื่องจากระบบ EDP จะไม่เกิดการฟุ้งกระจายของสีและยังสามารถเคลือบสีได้ หลายครั้งและหลายชิ้นงานพร้อมกัน ในขณะที่ปริมาณการใช้สีไม่แตกต่างกันมากนัก
ชนิดของการทำสี
ความคุ้มค่าปริมาณการใช้สี
ความสิ้นเปลืองการใช้สี
การพ่นสี
50-60%
40-50%
EDP
90-95%
5-10%
•
ความสามารถในการยึดเกาะครอบคลุมทั้งด้านนอกและด้านใน
สิ่งสำคัญที่ต้องพิจารณาถึงภาวะการครอบคลุมทั่วทุกพื้นที่ ก็คือการกัดกร่อนที่จะเกิดขึ้นตามมาในภายหลังการใช้งาน หากสีไม่ครอบคลุมทุกจุด ทำให้อายุการใช้งานสั้น หรือความคงทนต่ำกว่าปกติได้
ชนิดของการทำสี
การเคลือบสีด้านนอก
การเคลือบสีด้านใน
การพ่นสี
100%
0%
EDP
100%
5-10%
* ในการพ่นด้านนอกได้อย่างทั่วถึงทุกจุดนั้นขึ้นอยู่กับความถี่ถ้วนของผู้พ่นเป็นหลัก
•
ความหนาชั้นสีที่มีความสม่ำเสมอเท่ากันทุกจุดและทุกชิ้นงาน
เนื่องจากกระบวนการเคลือบสีนั้นดำเนินไปในช่วงเวลาเดียวกัน ด้วยอัตราการยึดเกาะ ที่เท่ากัน ทำให้เกิดความสม่ำเสมอของสีทุกจุดบนชิ้นงานเป็นอย่างดี ส่วนความหนาชั้นสีสามารถควบคุมได้ด้วยการกำหนดช่วงเวลาในการเคลือบสีนั้น ๆ
ชนิดของการทำสี
ความสม่ำเสมอของความหนาชั้นสี
การพ่นสี
ขึ้นอยู่กับผู้พ่น
EDP
100%
•
ความปลอดภัยของผู้ปฏิบัติงานต่อการสูดดมสารเคมีเป็นเวลานาน
เนื่องด้วยระบบ EDP เป็นระบบอัตโนมัติที่ใช้ราง Conveyor เป็นตัวลำเลียงชิ้นงานเข้าไป และกลับออกมาเอง ดังนั้นผู้ปฏิบัติงานจึงทำหน้าที่เพียงในส่วนของการ load และ unload ชิ้น งานเท่านั้น จึงแทบจะไม่ได้รับอันตรายจากการสูดดมเลยก็ว่าได้ ดังนั้นจึงถือได้ว่าเป็นระบบที่ใช้สารเคมีได้อย่างปลอดภัยในระดับหนึ่งเลยทีเดียว
ชนิดของการทำสี
อันตรายจากการสูดดมสารเคมี
การพ่นสี
มาก
EDP
น้อย
•
ความปลอดภัยในเรื่องอัคคีภัย
ด้วยรูปแบบการทำงานของ EDP ตามปกติแล้ว สารเคมีที่ใช้จะอยู่ในรูปของการละลายกับน้ำ และกระบวนการก่อนหลัง ก็ประกอบไปด้วยระบบที่ใช้น้ำแทบทั้งสิ้น ดังนั้นจึงเป็นการยากที่จะเกิดอันตรายจากประกายไฟ แต่สำหรับวิธีการพ่นนั้น สารเคมีหลักที่ใช้ส่วนใหญ่คือ ทินเนอร์ผสมกับวัตถุดิบสี ซึ่งเป็นสารระเหยที่ไวต่อประกายไฟ ทำให้มีความเสี่ยงสูงกว่านั่นเอง
ชนิดของการทำสี
ความเสี่ยงเมื่อเกิดประกายไฟ
การพ่นสี
สูง
EDP
ต่ำ
•
ความสามารถในการรองรับการผลิตเชิงปริมาณ หรือ Mass Production
เนื่องด้วยการผลิตเชิงปริมาณนั้น สิ่งสำคัญที่ต้องคำนึงถึง ได้แก่ ความมีคุณภาพ ต้องให้สูงไว้ก่อน ไม่ต้องการ Rework และคุณภาพเท่ากันทุกชิ้น, ต้น ทุนความสิ้นเปลืองการใช้สีและพลังงาน ต้องประหยัดที่สุด และสุดท้ายคือการส่งมอบที่ทันเวลา เพื่อสร้างความเชื่อมั่นให้กับลูกค้า หากลองพิจารณาดูจะเห็นได้ว่า ปัจจัยเหล่านี้มีความสอดคล้องกันกับระบบ EDP ดังที่ได้กล่าวมาแล้วข้างต้น
ชนิดของการทำสี
การรองรับ Mass Production
การพ่นสี
ไม่ดีเท่าที่ควร
EDP
มีความเหมาะสมอย่างยิ่ง
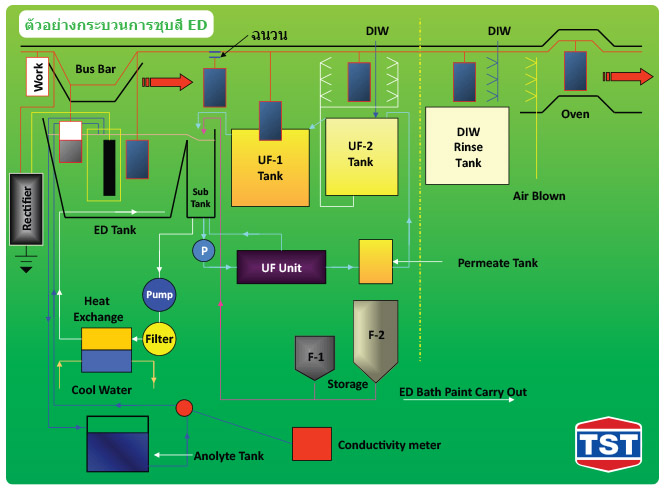
ED Line Concept
Pre-Treatment Process
EDP Process
OVEN
•
Pre-Treatment Process
ล้างไขมัน
น้ำล้าง
ปรับ
สภาพผิว
เคลือบ
ฟอสเฟต
น้ำล้าง
องค์ประกอบหลักของน้ำยาล้างไขมัน
•
EDP Process
•
หน้าที่ของระบบ ED System
Rectifier (ระบบจ่ายไฟ):
ทำหน้าที่ จ่ายกระแสไฟฟ้า
Circulation:
ทำหน้าที่ ให้เกิดการแพร่กระจายของสีเพื่อไม่ให้สีในบ่อตกตะกอน
Heat Exchange :
ทำหน้าที่ แลกเปลี่ยนความร้อนเพื่อควบคุมอุณหภูมิในบ่อสี
Anolyte :
ทำหน้าที่ ควบคุมค่าของกรดที่อยู่ในบ่อสี
Recovery(UF) :
ทำหน้าที่ เป็นระบบที่นำสีกลับมาใช้ใหม่
•
แผนผังเว็บไซต์
•
เงื่อนไขและข้อตกลง
•
นโยบายความปลอดภัย
© สงวนลิขสิทธิ์ พ.ศ. 2556 บริษัท ทีโอเอ-ชินโต (ไทยแลนด์) จำกัด